建筑模壳
塑料模壳作为现浇密肋楼板施工的专用模壳,并由中型发展到大型模壳,形成了系列化。我公司一成不变的选用齐鲁石化优质原料,造就了四方模壳具有强度高、耐磨损、自重轻、不易老化,厚度均匀、任性好、不易裂开等特点。



一次性建筑模壳的生产工艺主要有以下部分:将氯化镁和水以3:2的份额置入容器并拌和,使氯化镁彻底溶解,制成波镁度为26-30的溶液,备用。将作为骨料的氧化镁与稀土粉充沛混合,备用。将环氧树脂置入容器,参加相应的偶联剂,拌和均匀后倒人氯化镁溶液使充沛混合,再倒人骨料氧化镁和稀土粉,充沛拌和均匀使成糊状的粘接糊。
一次性建筑模壳的生产工艺主要有以下部分
将氯化镁和水以3:2的份额置入容器并拌和,使氯化镁彻底溶解,制成波镁度为26-30的溶液,备用。将作为骨料的氧化镁与稀土粉充沛混合,备用。将环氧树脂置入容器,参加相应的偶联剂,拌和均匀后倒人氯化镁溶液使充沛混合,再倒人骨料氧化镁和稀土粉,充沛拌和均匀使成糊状的粘接糊。按欲制建筑模壳的形状和尺度选定或制造模具,在模具外表涂上脱模剂。在涂有脱模剂的模具上均匀地涂复一层由过程,制得的粘接糊,然后铺设一层碳纤维布并压实,再涂复一层粘接糊;如此重复操作屡次直至达预订厚度停止,然后加压(0.5MPa即可)、加温至80-100℃并保温30分钟),成型后脱模。
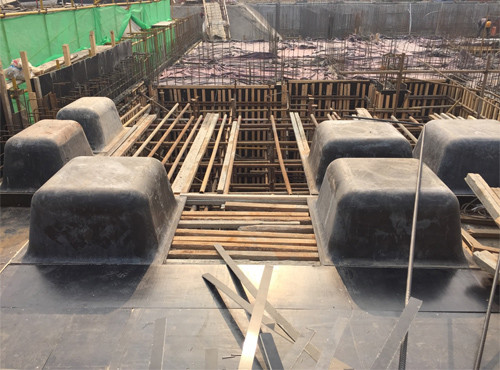
一次性模壳施工支撑体系的组成,选用塑料模壳施工,其支撑选用以下办法:支撑由钢制底托、角钢及木楞组成。 先立门式脚手架,将梁、板底模板用钢制底托托住并用木楔塞紧梁底木楞,木楞两边固定通长角钢各 1 根,其上部高度刚好控制在模壳底沿,模壳扣放于角钢上,以便早拆模壳。拆模时先打出螺栓,拆下角钢、底模,保存肋梁支撑。 主龙骨是保证楼板肋梁平坦的要害,龙骨由木方刨光而成。当底层为楼板时,门式钢管支撑应铺设在 50×100mm 的通长木方或槽钢上,保证受力均匀。

塑料模壳作为现浇密肋楼板施工的专用模壳,并由中型发展到大型模壳,形成了系列化。我公司一成不变的选用齐鲁石化优质原料,造就了四方模壳具有强度高、耐磨损、自重轻、不易老化,厚度均匀、任性好、不易裂开等特点。

模壳表面光洁平整,用在施工中填充混凝土,在脱模后,可以保证混凝土结构的光洁度,不再需要进行二次抹灰,可以节约不少的材料费和施工费用。

使用一次性塑料模壳注意事项:1.我们在使用一次性建筑模壳的时候,一定要按照图纸的既定要求,按照施工的流水过程准备好工具以及材料。2.在现场堆放要相对整齐一些,特别要注意的一点是要轻拿轻放。

塑料建筑模壳的施工特点:塑料模壳的造价低,与普通楼板相比较,使用塑料模壳,混凝土用量可降低10-20%,钢筋用量减少30-40%,综合造价降低20-30%。且能制作出各种异型模壳,在施工中将塑料模壳放在小肋梁之间,固定牢固,用以保证小肋梁的轴线位置和截面尺寸,同时起到小肋侧模的作用。在拆除楼板底模时。模壳不拆除且模壳表面光滑。
Copyright 2019-2024 山东大进程建筑工程有限公司 ALL Rights Reserved 网站地图 XML地图
山东大进程建筑工程有限公司集建筑模壳、塑料模壳、周转模壳、一次性模壳、密肋楼盖的生产、加工、销售、租赁和施工于一体,尺寸型号可定制,欢迎咨询!
备案号:鲁ICP备20012020号-1
